医疗器械外观工业设计
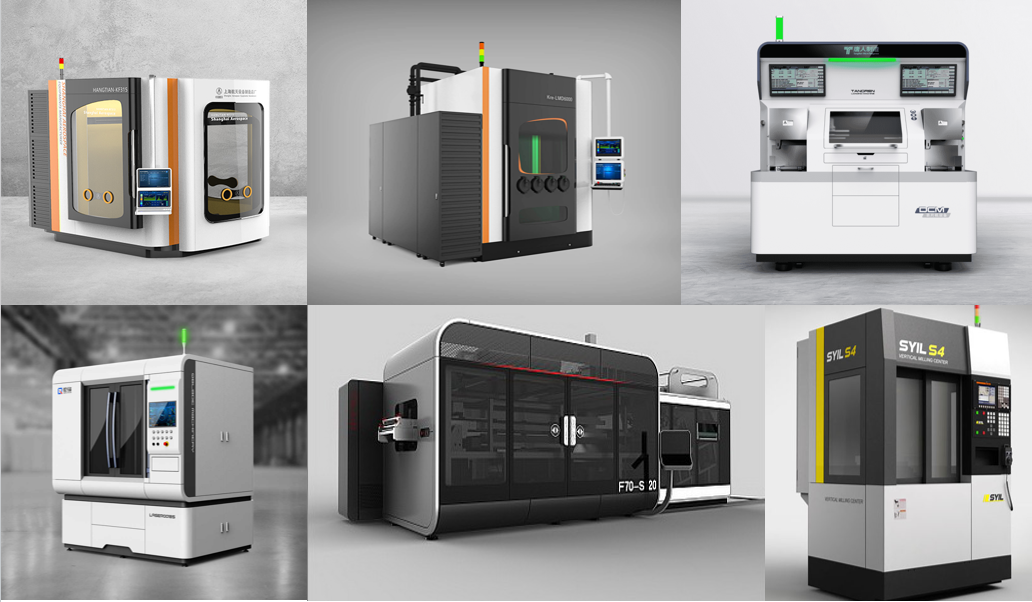
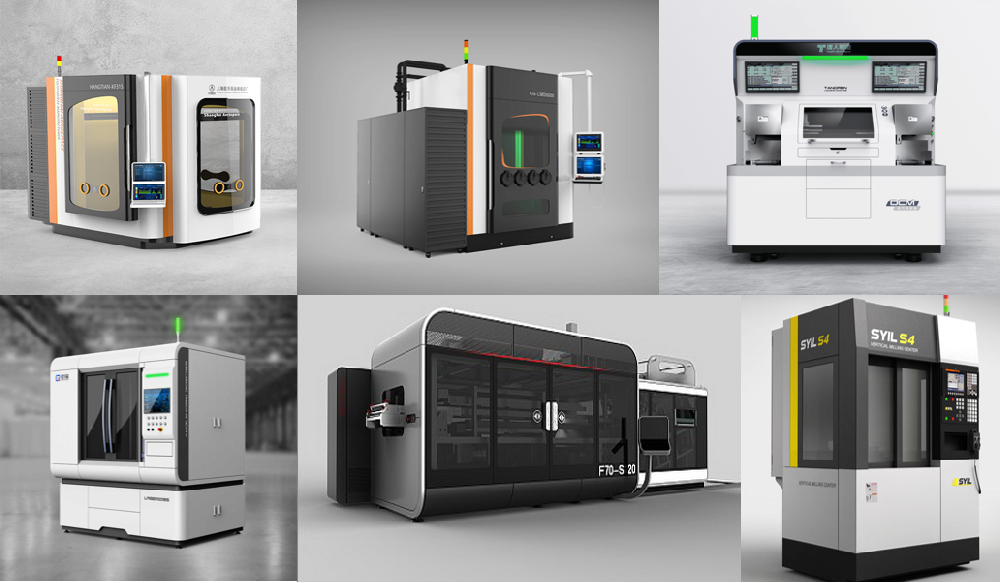
非标设备外观工业设计
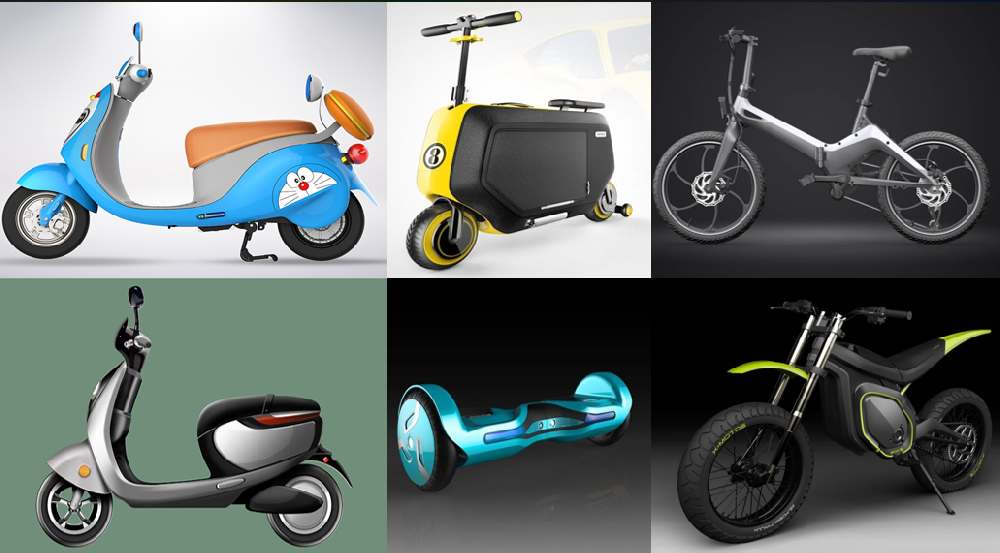
交通工具外观工业设计
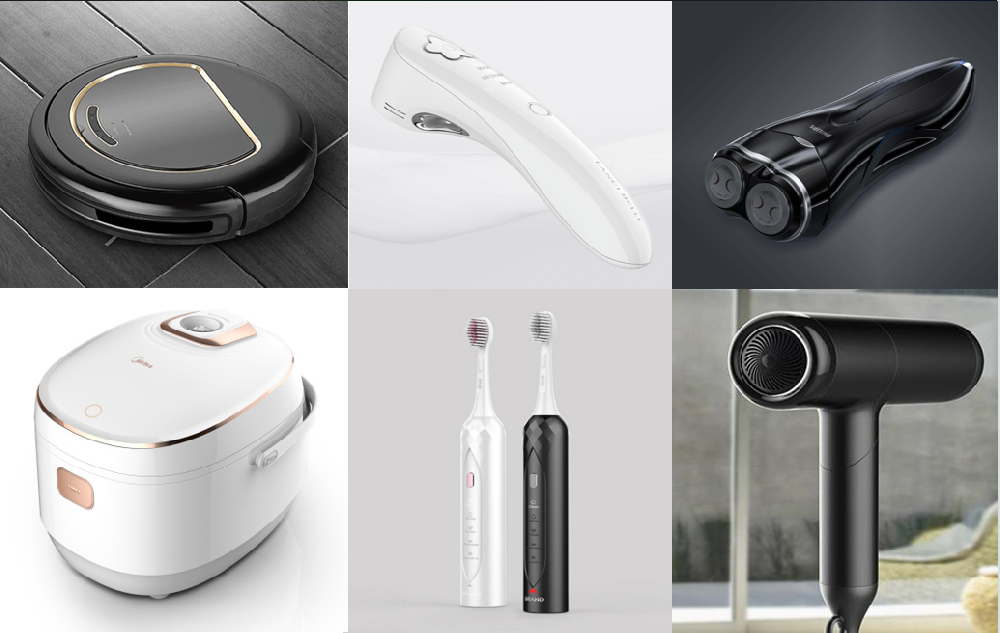
家用电器外观工业设计
厨房电器外观工业设计
数码电子外观工业设计
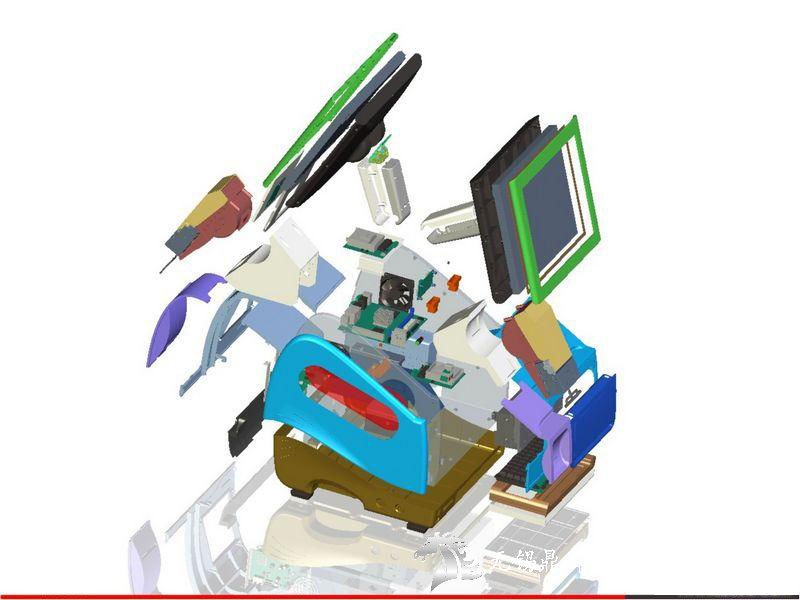
数码电子结构工业设计
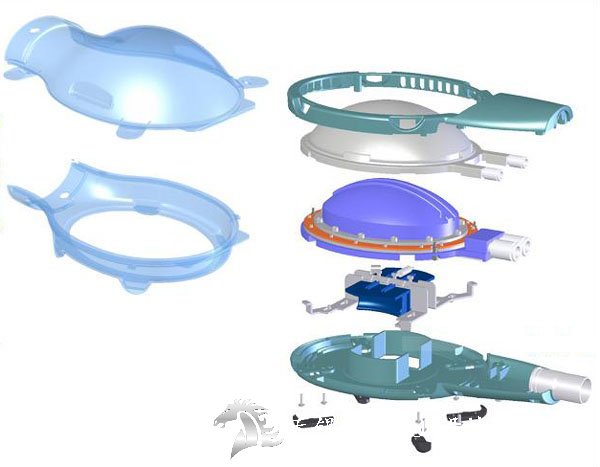
医疗器械结构工业设计
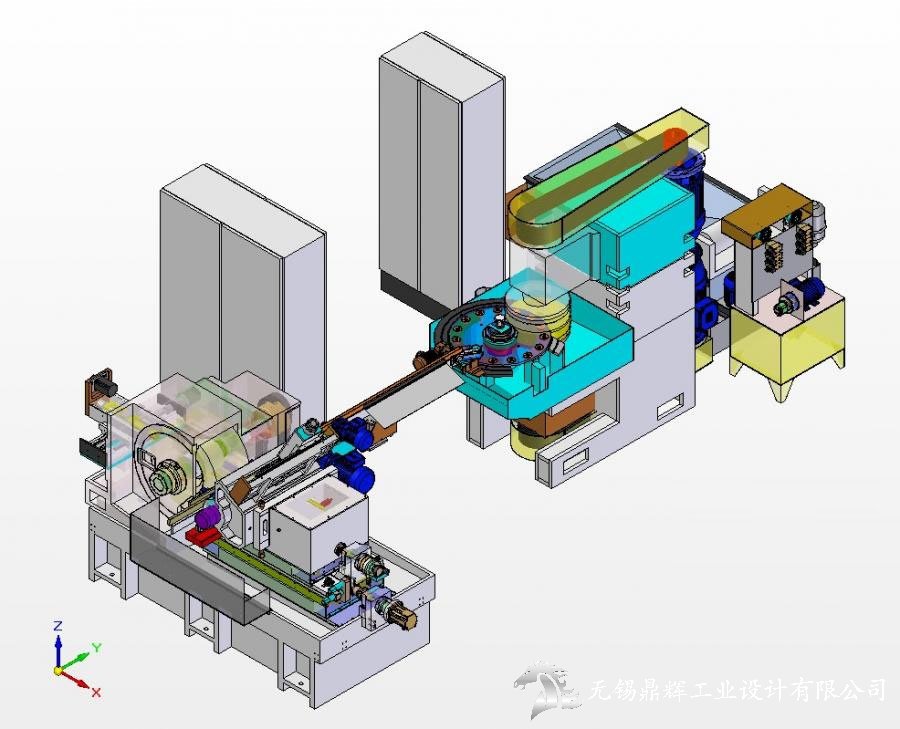
非标设备结构工业设计
家用电器结构工业设计
外观、发明、实用新型专利,商标注册代申报
产品设备三维动画
便携式担架床
模块化红绿灯
公共汽车遮雨篷
节省空间的双人座椅扶手
我司现在已经可以为客户进行外观、实用新型、发明专利注册,商标注册和高企申报, 速度···
鼎辉工业设计与多家客户公司达成战略合作入股
目前我公司经过与客户合作过程中,非常配合客户的开发进度,开发速度快, 服务与能力均···
鼎辉工业设计研发出100公里折叠电动滑板
无锡鼎辉工业设计有限公司致力于为全球客户打造一流高端产品,打造产品设计,生产,流···
我们非常注重产品创新性、量产性、实用性、可靠性!
巧夺天工的结构创新+高端大气的外观组合,15年外观结构设计经验的大师之作浑然天成!
强大的设计服务系统,全年在线,完美解答客户设计遇到的问题
强大的生产团队、研发团队、营销团队,实力保证。
免费与模具厂,钣金厂,加工厂的技术对接,让您无后顾之忧。